| Постановка задачи
Рассматривается производство форсунок для топливных инжекторов.
Производитель форсунок установил новую цифровую измерительную систему.
Необходимо определить, насколько точно система измеряет диаметры форсунок.
Структура данных и план измерений.
9 форсунок были случайным образом выбраны при разных значениях наиболее важных источников изменчивости процесса.
Источниками изменчивости являются: станок, время, смена, различные режимы работы.
Форсунки были закодированы для последующей идентификации.
Первый оператор измерил каждую из 9 форсунок в случайном порядке.
После этого 9 форсунок были снова перемешаны и отданы второму оператору для измерений.
Эта процедура повторяется дважды для каждого оператора, всего проводится 36 измерений.
Замечание:
Для хорошего анализа измерительной системы, важно обеспечивать выборку деталей случайным образом и проведение измерений в случайном порядке, чтобы исключить систематические ошибки.
Плановые спецификации для диаметров форсунок: 9012 4 микрона (допустимое отклонение 8 микрон). 4 микрона (допустимое отклонение 8 микрон).
Анализ измерительной системы
Что такое анализ измерительной системы?
Анализ измерительной системы оценивает способность измерительной системы обеспечивать адекватность данных для определенного приложения.
Когда измеряются детали на выходе производственного процесса, возможны 2 причины изменчивости:
Изменчивость от детали к детали
Изменчивость самой измерительной системы
Если изменчивость измерительной системы велика по сравнению с изменчивостью от детали к детали, то измерения не смогут давать полезную информацию.
Поэтому возникает задача анализа измерительной системы.
Когда производить анализ измерительной системы
Измерительная система должна адекватно различать детали для эффективного мониторинга процесса.
Прежде чем собирать данные о вашем процессе (например, для управления производственным процессом или вычисления индексов пригодности), проводите анализ измерительной системы, для того чтобы убедиться, что измерительная система непротиворечива и точна и способна адекватно находить различия между деталями.
Зачем проводить анализ измерительной системы
Проводите анализ измерительной системы, когда вы хотите получить ответы на вопросы следующих типов:
Способна ли измерительная система адекватно находить различия между деталями?
Стабильна ли система с течением времени?
Точна ли система во всем диапазоне изменения размеров деталей?
Например,
Способен ли вискозиметр адекватно находить отличия в вязкости разных образцов краски?
Нуждаются ли весы в периодической калибровке для точного измерения веса мешков с картофельными чипсами?
Точно ли термометр измеряет температуру всех термофиксаций применяемых на производстве?
Анализ измерительных систем можно эффективно проводить в программе STATISTICA.
Изучение Повторяемости и воспроизводимости R&R измерительной системы (перекрестное)
Что такое Изучение Повторяемости и воспроизводимости R&R измерительной системы (перекрестное)?
Перекрестное изучение повторяемости и воспроизводимости - это эксперимент, используемый для определения какая часть общей изменчивости процесса является вкладом измерительной системы.
Общая изменчивость процесса состоит из изменчивости от детали к детали и изменчивости измерительной системы.
Изменчивость измерительной системы можно разбить на следующие части:
Повторяемость – изменчивость, относящаяся к измерительному прибору, или изменчивость возникающая когда один и тот же оператор повторно измеряет одну и ту же деталь тем же самым прибором
Воспроизводимость – изменчивость, относящаяся к измерительной системе, или изменчивость возникающая когда разные операторы измеряют одну и ту же деталь одним и тем же прибором.Для оценки повторяемости каждый оператор должен измерять каждую деталь как минимум дважды.
Для оценки воспроизводимости измерения должны производить не менее двух операторов.
Для операторов важно измерять детали в случайном порядке и выбранные детали будут представлять возможный размах измерений.
Когда использовать Изучение Повторяемости и воспроизводимости R&R измерительной системы (перекрестное)?
Изучайте Повторяемость и воспроизводимость (R&R) для оценки или проверки измерительной системы прежде чем использовать ее для контроля производственного процесса или вычисления показателей процесса.
Перекрестный анализ обычно применяется в том случае, когда в процессе изучения каждая деталь может быть измерена несколько раз.Зачем изучать повторяемость и воспроизводимость?
Проводите это исследование для того чтобы сравнивать изменчивость измерительной системы с общей изменчивостью процесса и/или допустимым отклонением.
Если изменчивость измерительной системы обуславливает большую часть общей изменчивости, то система не сможет находить различия между деталями.Анализ повторяемости и воспроизводимости помогает отвечать на вопросы следующего типа:
Насколько мала изменчивость измерительной системы по сравнению с изменчивостью производственного процесса?
Насколько мала изменчивость измерительной системы по сравнению с границами допуска?
Какая часть изменчивости измерительной системы обусловлена различием операторов?
Способна ли система находить различия между деталями?
Например,
Какая часть изменчивости измеренных диметров подшипников связана со штангенциркулем?
Какая часть изменчивости измеренных диметров подшипников связана с различием операторов?
Способна ли система различать подшипники разного диаметра?
Ошибки измерительной системы
Ошибки измерительной системы можно разделить на две категории: точность и разброс.
Точность характеризуется различием между измеренным и реальным значением
Разброс характеризуется изменчивостью, возникающей когда вы измеряете одну и ту же деталь несколько раз одним и тем же прибором.
В любой измерительной системе присутствует одна или обе эти проблемы. Например, прибор может измерять детали с малым разбросом (небольшая изменчивость в измерениях), но не точно. Или прибор может быть точен (среднее значение измерений очень близко к реальному значению), но давать большой разброс (очень большое значение изменчивости измерений). Или прибор может быть и неточен, и давать большой разброс.
Точность
Точность измерительной системы включает 3 компоненты:
Систематическая ошибка – мера смещенности в измерительной системе; разность между измеренным средним значением и главным значением.
Линейность – мера того, насколько размер детали влияет на систематическую ошибку измерительной системы; различия в измеренных значениях смещенности из-за предполагаемого размаха измерений
Стабильность – мера того, насколько хорошо ведет себя система в течение времени; общая изменчивость полученная при измерении отдельным прибором конкретной детали, когда измеряется одна характеристика в разные промежутки времени.
Разброс
Разброс, мера изменчивости, состоит из двух компонент:
Повторяемость – изменчивость, связанная с измерительным прибором, или изменчивость наблюдаемая когда один и тот же оператор измеряет одну и ту же деталь повторно одним и тем же прибором
Воспроизводимость – изменчивость, связанная с измерительной системой, или изменчивость наблюдаемая когда разные операторы измеряют одну и ту же деталь одним и тем же прибором.
Точна и малый разброс
Малый разброс, но неточна
Большой разброс, но точна
Неточна и большой разброс
Оценивание измерительной системы
Изучайте повторяемости и воспроизводимость измерений для оценивания:
Насколько хорошо измерительная система способна находить различия между деталями
Одинаково ли точно операторы проводят измерения
Допустимое отклонение
Границы допуска для диаметров форсунок 90124 микрона.
Другими словами, диаметр форсунки может отличаться на 4 микрона в обоих направлениях. Допустимое отклонение есть разница между границами допуска; в нашем случае, 9016 - 9008 = 8 микрон.
Вводя значение допустимого отклонения процесса, Вы можете оценивать, какая часть допустимого отклонения используется изменчивостью измерительной системы.
Интерпретация результатов
Анализ таблиц дисперсионного анализа
Таблица дисперсионного анализа содержит члены для Детали, Оператора и для взаимодействия Оператор-Деталь.
Если p-значение для взаимодействия Оператор-Деталь велико ( 0.25) можно не включать член для взаимодействия Оператор-Деталь в таблицу (рис. 2)
ANOVA (Analysis Of Variance) 0.25) можно не включать член для взаимодействия Оператор-Деталь в таблицу (рис. 2)
ANOVA (Analysis Of Variance)

Рисунок 1. Результаты Дисперсионного анализа
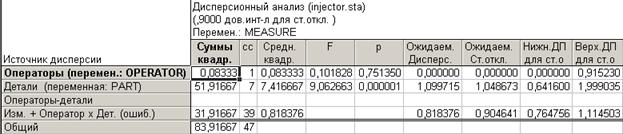
Рисунок 2. Результаты Дисперсионного анализа
Компоненты дисперсии
Таблицы Повторяемости и воспроизводимости измерительной системы показывают, как общая изменчивость разделена на источники:
Изменчивость измерительной системы, которая разделена на:
1. Повторяемость, представленную изменчивостью при повторных измерениях одного оператора.
2. Воспроизводимость (которая также может быть разделена на компоненты связанные с Оператором и взаимодействия Оператор-Деталь) представлена изменчивость возникающей, когда одна деталь измеряется разными операторами.
Изменчивость от детали к детали, изменчивость в измерениях из-за различия деталей.
Зачем исследовать компоненты дисперсии?
Исследуйте компоненты дисперсии, чтобы оценить вклад каждой причины ошибок измерений в общую изменчивостью.
В идеальном случае, различия между деталями должны объяснять большую часть изменчивости; изменчивость связанная с Повторяемостью, и Воспроизводимостью должна быть очень мала.

Рисунок 3. Компоненты дисперсии
Процентное выражение вклада
Вклад в процентном соотношении, основанный на оценке компонентов изменчивости, вычисляется делением каждого значения в столбце Оцен. сигма на общую изменчивость, и затем результат умножается на 100.
Например, для вычисления процента вклада для изменчивости от детали к детали, разделите значение в столбце Оцен. Сигма для изменчивости от детали к детали на общую изменчивость и умножьте на 100:
(1.43/1.45)* 100 = 99.2
Следовательно, 99.2 % общей изменчивости измерений объясняется различием деталей. Это считается очень хорошим результатом. Когда процент изменчивости, вызванной различием деталей, высок, измерительная система способна находить различия между деталями.
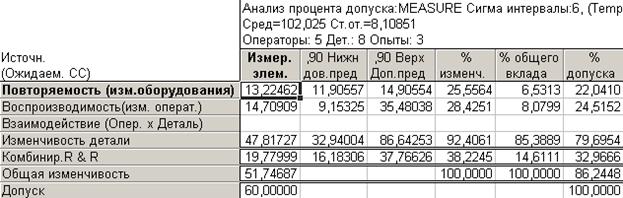
Рисунок 4. Анализ процента допуска
Использование изменчивости вместо стандартного отклонения
Процент вклада, поскольку он основан на изменчивости, при суммировании дает 100%.STATISTICA также отображает в таблице колонку с процентами, основанными на стандартном отклонении (или квадратном корне из изменчивости) для каждого члена.
Эта колонка, помеченная %Допуска не дает в сумме 100% в этом примере.
Преимущество использования стандартного отклонения в качестве меры изменчивости состоит в том, что оно вычислено в тех же единицах что и измерения детали и допуск.
Это позволяет производить осмысленные сравнения этих величин.
Процент изученной изменчивости
Используйте %Общей изменчивости когда вы заинтересованы в сравнении изменчивости измерительной системы с общей изменчивостью.
%Изменчивости вычисляется делением каждого значения в столбце Измер. Элем. на общую изменчивость и умножением на 100.
Процент изменчивости для комбинир. R&R :
0,64/7.22 *100=8.97%
Измер. Элем. вычисляется как стандартное отклонение для каждого члена умноженное на число сигма интервалов.
Почему 6* сигма?
Обычно, изменчивость процесса определяется как 6s (стандартное отклонение есть оценка сигма). Когда данные имеют нормальное распределение, приблизительно 99,73% данных покрываются 6 стандартными отклонениями (+/- 3 стандартных отклонения от среднего), и примерно 99% данных покрываются 5,15 стандартными отклонениями (+/- 2,575 стандартных отклонения от среднего).
Процент допуска
Часто, сравнение между изменчивостью измерительной системы и допуском дает полезную информацию.
Если вы введете допуск, STATISTICA вычислит процент допуска, который сравнивает изменчивость измерительной системы с плановыми спецификациями. Он трактуется как процент допуска использованный изменчивостью измерительной системы.
Изменчивость измерительной системы (6*стандартных отклонений) делится на допуск. Полученная величина умножается на 100 и выводится в столбце %Допуска.
Процент допуска для Комбин. R&R:
0,64/8 *100 =8.10 %
Какую метрику использовать?
Используйте %Допуска или %Общего вклада для оценивания вашей измерительной системы в зависимости от ее применения.
Если измерительная система используется для улучшения процесса (снижение изменчивости от детали к детали), % Общего вклада лучше оценивает точность измерительной системы.
Если измерительная система используется для оценки близости деталей к плановым спецификациям, %Допуска более подходящая метрика.
Комбинир. R&R
Рассматриваете ли вы %Общего вклада или %Допуска, вклад измерительной системы в общую изменчивость в данном примере меньше 10%.
Вклад комбин.R&R:
%Общего вклада – 8,97 %
%Допуска – 8,10%
Помните, что различие между %Общего вклада и %Допуска в делителе. Т.к. допустимое отклонение (8 микрон), больше чем Общая изменчивость (7,22824), процентная доля %Допуска ниже в этом примере.
R-карта
R карта – контрольная карта для размахов в подгруппах, которая графически изображает качество работы оператора.
R-карта состоит из:
Точки, которые показывают, для каждого оператора, разность между наибольшим и наименьшим значениями измерений каждой детали. Если результаты измерений одинаковы, то размах равен 0.
Поскольку точки отображаются для каждого оператора, вы можете сравнить точности каждого оператора.
Центральная линия, которая соответствует общему среднему размахов (среднему всех размахов подгрупп).
Контрольных пределов ВКП и НКП (верхний контрольный предел и нижний контрольный предел) для размахов в подгруппах. Эти пределы вычисляются используя изменчивость без подгрупп.
Если какая-то точка на R-карте оказалась над Верхним контрольным пределом (ВКП), значит у оператора возникли трудности в точном измерении этой детали или деталей. ВКП принимает в расчет то, сколько раз оператор измерял деталь. Если оператор проводит измерения точно, эти размахи должны быть малы по отношению к данным, и все точки должны быть под статистическим контролем.
Примечание.
Обычно R-карта строится когда число повторных измерений менее 9, иначе строится S-карта.
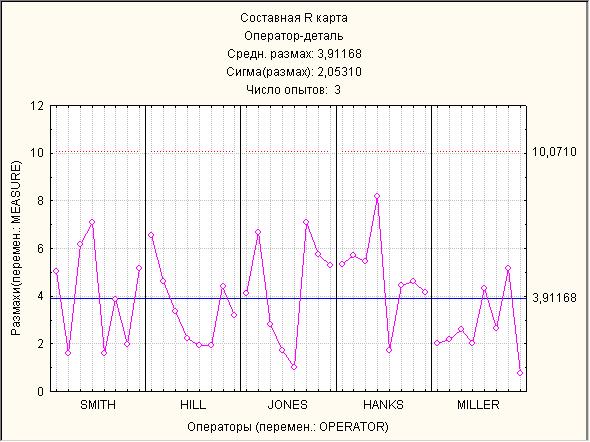
Рисунок 5. Составная R- карта
Составной график по операторам и деталям
Составной график по операторам и деталям отображает средние значения полученные оператором для каждой детали. Каждая линия соединяет средние для одного оператора.В идеале, линии совпадают и средние значения для деталей различаются достаточно для того чтобы обнаружить различие между этими деталями.
Структура линий |
Что означает |
Линии практически совпадают |
Операторы измеряют детали одинаково |
Одна из линий постоянно выше или ниже чем остальные |
Один оператор постоянно получает значения большие или меньшие чем остальные операторы |
Линии не параллельны или пересекаются
|
Способность оператора проводить измерения точно зависит от того какую деталь он измеряет (взаимодействие между Оператором и деталью)
|
В данном примере линии проходят близко друг к другу и различия между деталями видны. Это говорит о том, что операторы проводят измерения аналогично.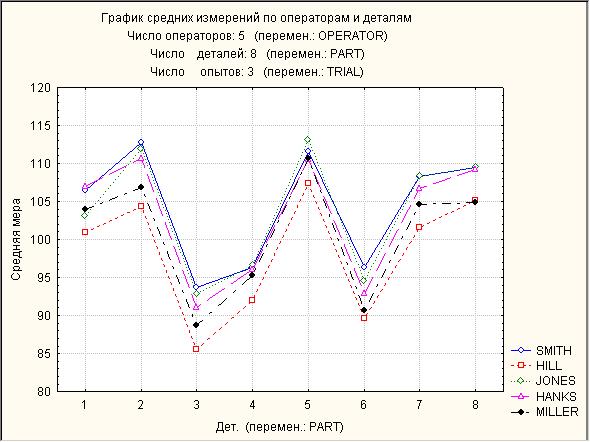
Рисунок 6. График средних измерений по операторам и деталям
Вывод
В данном примере, измерительная система вносит очень малый вклад в общую изменчивость, что подтверждается обеими таблицами R&R и графиками.
Изменчивость измерительное системы, выраженная в процентном отношении, как от общей изменчивости так и от допуска меньше 10%.
Используя принципы AIAG, делаем вывод о приемлемости измерительной системы.
Вернуться в начало
|