|
|
|
|
Автоматизация ГОСТ на STATISTICA |
Калькулятор Статистического Приемочного Контроля (СПК)ВведениеПрактически на любом промышленном предприятии, массово производящем свою продукцию, встает задача статистического приёмочного контроля. Что же такое статистический приёмочный контроль? Для ответа на это вопрос обратимся к Большой Советской Энциклопедии. Итак: Приёмочный статистический контроль – 1) это совокупность статистических методов контроля массовой продукции с целью выявления её соответствия заданным требованиям; 2) это действенное средство обеспечения доброкачественности массовой продукции. В данной работе описывается одна из разновидностей статистического приёмочного контроля – контроль по альтернативному признаку. Все процедуры данного типа контроля стандартизированы и описаны в ГОСТ Р 50779.71-99 «Планы выборочного контроля последовательных партий на основе приемлемого уровня качества AQL» и ГОСТ Р 50779.72-99 «Часть 2. Планы выборочного контроля отдельных партий на основе предельного уровня качества LQ». Цель данных процедур – способствовать влиянию на поставщика экономически и психологически путем возможного отклонения партий, а также способствовать поддержанию среднего уровня качества процесса, обеспечивая одновременно границу риска приемки партий с низким качеством (риск потребителя) на должном уровне. Кроме того данные процедуры обеспечивают
В данной работе описаны как теоретические аспекты процедур приемочного контроля по альтернативному признаку, так и программный комплекс, реализующий данные процедуры на основе мощного статистического пакета STATISTICA. Описание задачиВ рамках данной работы рассматривается следующая задача: Рассматривается большая совокупность предметов 2х типов.
Речь идет о партии При неизвестном Посчитаем вероятность события Вероятность данного события описывается гипергеометрическим распределением и равна
По наблюдаемому числу
С точки зрения статистики при приемочном контроле проверяется гипотеза H0: Здесь q0 - значение доли брака, когда партия еще считается годной. Обычно при выборочном контроле партии разделяют на годные и негодные
с помощью двух чисел – AQL (приёмочный уровень дефектности) и LQ (браковочный
уровень дефектности). Партии считаются годными при Приёмочный уровень дефектности AQL – это предельно допустимое значение уровня дефектности в партии, изготовленной при нормальном ходе производства. Браковочный уровень качества LQ – это граница для отнесения продукции к браку. Согласно процедурам ГОСТ при контроле по альтернативному признаку пользуются так называемыми «планами выборочного контроля». План контроля устанавливает число единиц продукции из каждой
партии ( В качестве критерия приемлемости партии используют
приёмочные ( Конкретный план выборочного контроля выбирается исходя из следующих факторов:
Исходя из этих факторов по таблицам ГОСТ выбирается конкретный
план выборочного контроля, т.е. объем выборки Каждый план выборочного контроля характеризуется своей оперативной характеристикой (ОХ). Оперативной характеристикой плана контроля называется
функция
Чаще всего оперативная характеристика отображается в виде графика, где
Здесь (ошибка первого рода принятия альтернативы « H1: браковка партии» против гипотезы « H0: принятие партии»);
Задав уровни рисков КалькуляторОписанная в предыдущем разделе задача была реализована в виде вероятностного калькулятора Статистического Приемочного Контроля (СПК). В настоящей версии калькулятора реализован расчет параметров одноступенчатого выборочного плана, согласно ГОСТ Р 50779.71-99. Данное приложение написано на платформе Visual Basic .NET с использованием библиотек статистического пакета STATISTICA. Калькулятор обладает интуитивно понятным пользовательским интерфейсом и прост в использовании. Интерфейс калькулятора реализован в виде двух окон:
После запуска калькулятора, пользователь видит окно приветствия.
Рисунок 1. Окно приветствия Во время отображения данного окна происходит фоновая загрузка системы STATISTICA. После того, как система STATISTICA загрузилась, окно приветствия пропадает и появляется главное диалоговое окно калькулятора.
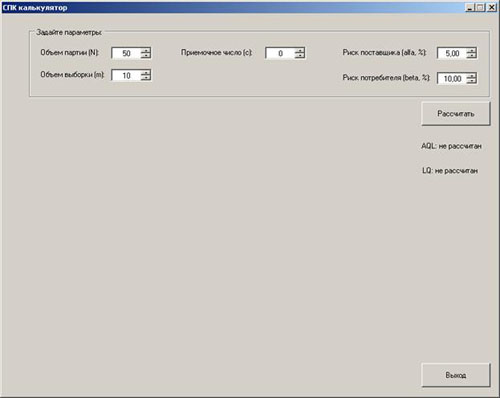
Рисунок 2. Главное диалоговое окно. В главном окне вы можете задать следующие характеристики плана выборочного контроля:
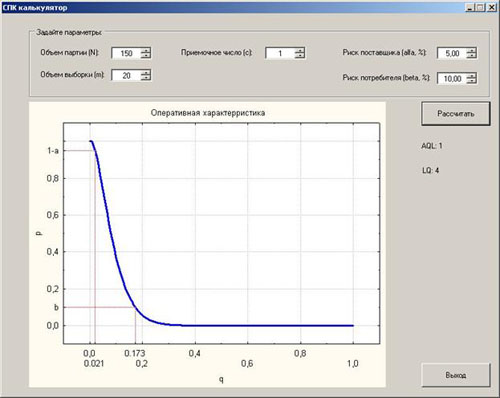
После задания всех параметров плана необходимо нажать клавишу «Расчет». Исходя из первых трех введенных характеристик, калькулятор рассчитает и построит кривую Оперативной Характеристики данного плана. Кроме того калькулятор отметит на кривой ОХ уровни рисков поставщика и потребителя и подсчитает соответствующие числа AQL и LQ.
Рисунок 3. Кривая ОХ. ПримерВ качестве примера рассмотрим приемочный контроль партий подшипников по альтернативному признаку. Пусть объем партии подшипников равен 150 штукам. Согласно процедурам ГОСТ Р 50779.71-99 мы должны выбрать код объема выборки. На уровне контроля «общий - II» объему партии в 150 единиц соответствует код F. Рассматриваем одноступенчатый выборочный план. Ищем необходимый план в таблицах ГОСТ исходя из кода объема выборки F и уровня AQL 2,5%. Данным параметрам соответствует следующий план:
Запускаем калькулятор СПК. Вводим все необходимые параметры плана. В качестве уровней риска поставщика и потребителя по умолчанию (согласно рекомендациям ГОСТ) устанавливаются значения 5% и 10% соответственно.
Рисунок 4. Пример использования калькулятора. После нажатия кнопки «Рассчитать» калькулятор отобразит кривую ОХ и вычислит числа AQL и LQ для выбранных нами уровней риска. В данном примере: AQL = 1 LQ = 4 Т.е. для организации приемочного контроля подшипников с объемом партий 150 единиц используя одноступенчатый нормальный выборочный контроль с уровнями риска поставщика в 5% и риска потребителя в 10% необходимо:
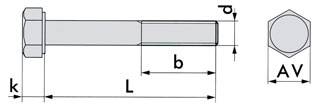
Кейс – производство крепежаРассмотрим предприятие по производству крепежа (различные болты, гайки и т.д.) для автомобильной промышленности. Очевидно, данный тип продукции отличается повышенными требованиями к её надежности и, следовательно, приемочному контролю. Существуют многочисленные специализированные стандарты (как зарубежные DIN, ISO, так и российские ГОСТ) полностью описывающие требования к параметрам, допускам и т.д. крепежа. Рассмотрим производство крепежа более подробно. Технологический процесс производства болтов состоит из следующих основных этапов:
При высадке заготовки слесарем контролируются все размеры болта:
Рисунок 5 Параметры болта При накатке резьбы:
По длине резьбы болты делятся на 3 типа:
Опишем пример организации приемочного контроля на данном предприятии. Допустим, данное предприятие имеет две линии производства болтов. Каждая линия после соответствующей наладки слесарем(-ями) способна изготавливать готовые болты с заданными параметрами (например 20 штук в минуту). Естественно, проведение сплошного контроля в данном случае является очень затратным мероприятием (затраты времени и ресурсов огромны). Поэтому, одним из оптимальных вариантов может служить одноступенчатый выборочный контроль по альтернативному признаку. Данный вид контроля отличается своей простотой и экономичностью по сравнению со сплошным контролем продукции. Организовать одноступенчатый выборочный приемочный контроль действительно очень легко. Допустим, мы собрали партию однотипных болтов, изготовленных на одной линии, налаженной конкретной бригадой слесарей, объемом в 1000 штук (приблизительно за один час работы линии). Далее необходимо случайно выбрать из данной партии некоторое количество болтов. Далее эти болты исследуются на соответствие их параметров (геометрических размеров) стандартам, описанным в соответствующем данному болту ГОСТ. Если какой-либо параметр контролируемого болта не соответствует стандарту, то данный болт считается дефектным. Исходя из количества бракованных болтов (либо из количества дефектов) мы можем оценить количество бракованных изделий во всей партии. Однако перед нами встают следующие вопросы:
Естественно, чем больше болтов мы извлечем из партии для последующего контроля тем меньше вероятность ошибиться, но тем больше затраты на организацию контроля. Для нахождения оптимального значения объема выборки можно воспользоваться калькулятором Статистического Приемочного Контроля (СПК), разработанным на платформе мощного статистического пакета STATISTICA с использованием стандартов ГОСТ в области приемочного контроля. Подробно принцип работы Калькулятора СПК описан в первой части данного материала. Задав уровень рисков поставщика и потребителя, объем партии, исходя из нормативного уровня несоответствий, с помощью калькулятора СПК можно подобрать оптимальный объем выборки, приёмочное и браковочные числа. Рассмотрим конкретный пример.
Исходя из таблиц ГОСТ нам предлагается использовать следующий план:
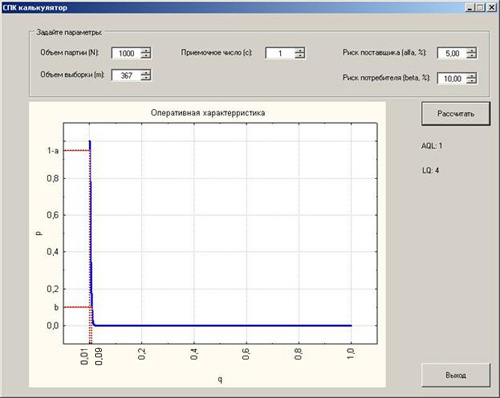
Зададим описанные параметры в калькулятор, нажмем кнопку рассчитать.
Рисунок 6 Оперативная Характеристика плана контроля на производстве болтов Исходя из полученных результатов, приемочное число берется равным 1 шт, браковочное – 4м штукам. Т.е. если для партии в 1000 болтов из 367 случайно отобранных нашелся только один дефектный болт, либо таких не нашлось вообще, то такая партия признается годной. Если в такой же ситуации обнаружилось 4 или более дефектных болтов, то партия отбраковывается (направляется на сплошной контроль). В остальных ситуациях партия подлежит дополнительному контролю (произведение еще одно выборки или применение многоступенчатых планов). Собрав статистику по количеству годных/негодных партий для каждой линии производства, всех бригад слесарей и другим параметрам производства можно сделать выводы о возможных причинах возникновения брака на производстве. Данная информация поможет руководителю наметить план мероприятий по улучшению ситуации с качеством продукции, что позволит в свою очередь:
Литература1. Розанов Ю.А. «Теория вероятностей, случайные процессы и математическая статистика», Наука, 1985. 2. Ивченко Г.И., Медведев Ю.И. Математическая статистика, Высшая школа, 1992. 3. Боровиков В.П. Популярное введение в программу STATISTICA, Компьютер Пресс 1998. 4. Боровиков В.П., Боровиков И.П. STATISTICA. Статистический анализ и обработка данных в среде Windows, Филинъ 1998. 5. Боровиков В.П. STATISTICA, искусство анализа данных на компьютере, Питер 2001. 6. Энциклопедия. Вероятность и математическая статистика. (Гл.ред. Ю.В. Прохоров), Москва, Большая Российская Энциклопедия, 1999. 7. ГОСТ Р 50779.70-99 «Процедуры выборочного контроля по альтернативному признаку. Часть 0. Введение в систему выборочного контроля по альтернативному признаку на основе приемлемого уровня качества AQL». 8. ГОСТ Р 50779.71-99 «Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества AQL». 9. ГОСТ Р 50779.72-99 «Процедуры выборочного контроля по альтернативному признаку. Часть 2. Планы выборочного контроля отдельных партий на основе предельного уровня качества LQ». |
 изделий, в которой
изделий, в которой  изделий оказываются бракованными (т.е. имеют хотя бы один дефект), а остальные
изделий оказываются бракованными (т.е. имеют хотя бы один дефект), а остальные  являются годными.
являются годными.  изделий и определив из
них все бракованные (пусть их число равно
изделий и определив из
них все бракованные (пусть их число равно  ).
). , где
, где  - случайное число
бракованных изделий в выборке.
- случайное число
бракованных изделий в выборке. , где
, где  (входной уровень
дефектности) во всей партии объемом
(входной уровень
дефектности) во всей партии объемом  , что партия годна,
против альтернативы H1:
, что партия годна,
против альтернативы H1:  , что партия не годна.
, что партия не годна. и негодными при
и негодными при  . При
. При  (так называемая область неопределенности) качество партии считается ещё допустимым.
(так называемая область неопределенности) качество партии считается ещё допустимым.  ) и, иногда, браковочные числа. Партия принимается, если число дефектных единиц продукции и выборке
) и, иногда, браковочные числа. Партия принимается, если число дефектных единиц продукции и выборке 
 , равная вероятности принять партию с долей дефектных единиц продукции
, равная вероятности принять партию с долей дефектных единиц продукции  .
. , где
, где  вероятность появления
вероятность появления  , при
, при 
 , при
, при 
 - риск поставщика,
равный вероятности забраковать партию с
- риск поставщика,
равный вероятности забраковать партию с  - риск потребителя,
равный вероятности принять партию с
- риск потребителя,
равный вероятности принять партию с 
 , то партия считается годной
, то партия считается годной , то партия признается бракованной
, то партия признается бракованной , то годность партии остается под вопросом, необходимо, либо произвести повторную выборку, либо применить другой план контроля (например, 2х ступенчатый)
, то годность партии остается под вопросом, необходимо, либо произвести повторную выборку, либо применить другой план контроля (например, 2х ступенчатый)