|
|
|
|
Введение в Шесть Сигма |
|
Шесть сигма - хорошо структурированная методология управления данными, различных областях производства, сфере услуг, менеджмента и другой деловой активности. Технология "шесть сигма" базируется на хорошо изученных и апробированных статистических методах контроля качества, анализа данных и систематическом тренинге всего персонала на фирме, вовлеченного в деловую активность или процесс, который получил статус "процесс шесть сигма".
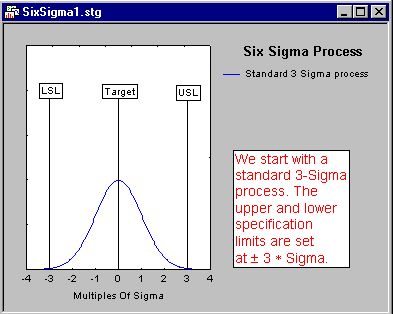
Методология "шесть сигма" и стратегия менеджмента обеспечивают надежную основу для организации корпоративного контроля качества. В последние коды интерес к "шесть сигма" значительно вырос, поскольку появилось множество примеров успешного внедрения подхода как на предприятиях США, так и в Европе. В STATISTICA 5.5 имеются набор модулей "Промышленная STATISTICA", которые заключают в себе все статистические методы, на которые делается упор в концепции "шесть сигма": "Карты контроля качества", "Анализ процессов", "Планирование эксперимента". Процесс "шесть сигма" обеспечивает всего лишь 3.4 дефекта на 1 миллион произведенных деталей. Достижение подобных результатов является целью, заложенной в концепцию "шесть сигма". Подобные улучшение не могут произойти без внесения изменений во все аспекты деловой активности, связанные с реформируемым процессом. Именно поэтому программы по внедрению методологии "шесть сигма" обращают особое внимание на предварительную подготовку персонала на предприятии. Основная идея концепции может быть проиллюстрирована следующим образом: Рассмотрим процесс, в котором распределение оклонений от среднего значения предполагается нормальным и контрольные пределы установлены на интервалах 3*сигма (такой процесс носит название "процесс три сигма").
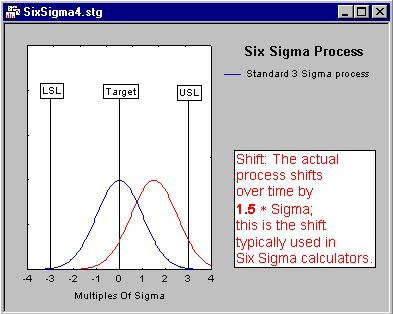
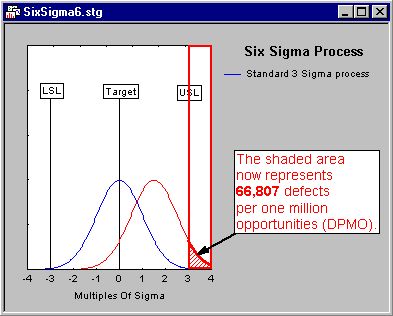
Далее, предположим, что процесс отклонился от прежнего среднего на 1.5 сигма:
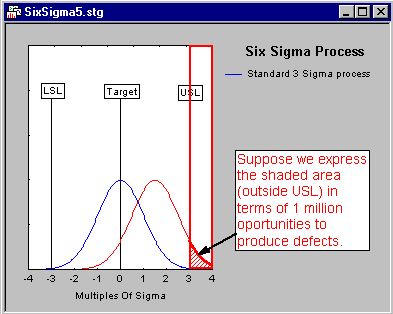
Предположим, что мы произвели один миллион деталей и хотим подсчитать их число, оказавшееся за верхним контрольным пределом. На рисунке это закрашенная область под графиком распределения процесса:
Для процесса "три сигма" число деталей вне контрольного предела будет 66.807 (для реального процесса на практике, конечно, такая точность не будет достигаться, но порядок величины будет сохраняться).
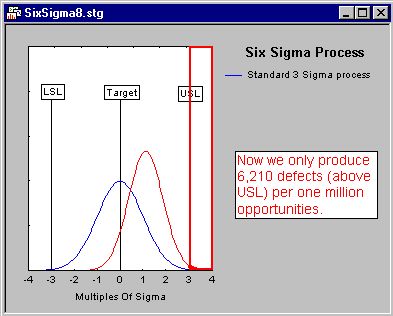
Для процесса "четыре сигма", контрольные пределы для которого установлены на 4*сигма от средней линии, число "бракованных" деталей будет 6.210.
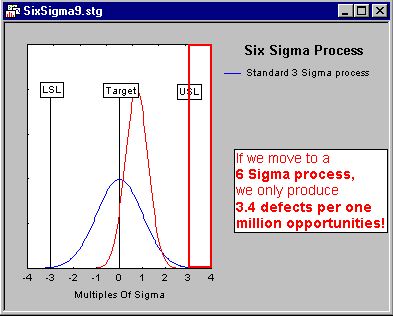
Для процесса "шесть сигма" мы обнаружим всего 3.4 детали, которые оказались вне верхнего контрольного предела:
Термин "шесть сигма" произошел от стремления добиться такой дисперсии для процесса, чтобы ± 6 сигма уложилось в интервале от нижнего контрольноог предела до верхнего. В этом случае, если даже смещение процесса достигнет 1.5 сигма, то число дефектов будет все равно очень низким. Причины смещения могут быть разными и зависеть от многих факторов на производстве. Значение 1.5 для смещения тоже не было взято случайно. Корпорация Моторола, которая считается одним из пионеров успешного внедрения концепции "шесть сигма", в результате тщательного исследования дала заключение о том, что со временем даже хорошо отрегулированный процесс может давать сдвиги в вреднем значении до 1.5 сигма. В проиллюстрированном выше примере мы предположили сдвиг в направлении верхнего контрольного предела. Для нижнего контрольного предела ситуация будет аналогичной. Отметим, что часто на производстве не рассматривают один из концов нормального распределения, поскольку из-за особенностей технологии важен лишь один из контрольных пределов. Например, при заточке болта большие значения его толщины являются не таким страшным браком, как слишком маленькие, поскольку брак можно исправить, если повторной заточкой уменьшить толщину (в то же время слишком маленькая толщина окончательно бракует деталь). Другим примером может служить число покупателей в магазине - если их слишком мало, то это плохо, но если вдруг наблюдается всплеск активности, то это достаточно приятное событие для владельца. Удобным инструментом специалиста по качеству является встроенный в STATISTICA "Вероятностный калькулятор", который позволяет проводить вычиление критических точек для различных распределений. Если раньше при расчете доверительных интервалов и контрольных пределов специалисту приходилось каждый раз искать в толстых томах нужную цифру, то сейчас, пользуясь "Вероятностным калькулятором", вычисления производятся автоматически с помощью пары кнопок мыши. Описание приемам работы с ним можно найти здесь.
|