А.Л. Акуленко, С.В. Варнавский, АВЕРОН (Екатеринбург)
.
СЪЕМНЫЕ ПРОТЕЗЫ - КАЧЕСТВЕННО И ПРОСТО
Спектр способов ортопедического протезирования достаточно широк. Выбор конкретного решения определяется медицинскими показаниями, индивидуальными особенностями пациента и его финансовыми возможностями. Поэтому съемное протезирование актуально и по сей день.
Современная ортопедическая стоматология предоставляет для восстановления жевательной эффективности различные варианты зубных конструкций. Выбор обусловлен медицинскими показаниями с учетом индивидуальных особенностей пациента и затратами на выполнение необходимых работ. Казалось бы, несъемное протезирование, в частности, металлокерамика в комплексе с имплантологией, должно существенно потеснить съемное, но, в силу вышеуказанного, этот вид протезирования по-прежнему является весомой частью всех изготавливаемых ортопедических конструкций.
Высокие требования, предъявляемые к съемному протезированию в эстетическом и функциональном планах, вполне осуществимы благодаря развитию и внедрению новых технологий, материалов и оборудования. Их использование позволяет сократить затраты на расходные материалы и время изготовления работ, улучшить культуру производства, выполнить весь процесс работы в "чистых" помещениях зуботехнической лаборатории.
Для работы используются стоматологические пластмассы литьевого прессования, горячей и холодной компрессационной полимеризации, длительно сохраняющие цвет, форму и прочность.
Широко распространена технология горячего отверждения пластмасс, применяемая с начала прошлого века. Обычно отечественные лаборатории не используют специального оборудования, применяя из приспособлений лишь металлические разборные кюветы и бюгельные рамки. Выварку и вымывание воска, а затем и полимеризацию, зачастую производят подручными средствами. При таком подходе достаточно проблематично точно поддерживать температуру воды для полимеризации - результат зависит напрямую от навыков и опыта техника. Например, не рекомендуется перегревать кювету с восковой моделью выше 70OС - температуры, достаточной для открывания кюветы и удаления мягкого воска. При перегреве воск расплавляется и проникает в гипс, вызывая искажение формы базиса.
Существенными факторами для горячей полимеризации являются термическое расширение и усадка: у пластмассы они вчетверо больше, чем у гипса. В результате в пластмассе возникают внутренние напряжения, приводящие к деформации протеза или даже к трещинам поверхности базиса.
Работа методом горячей полимеризации требует от техника большого опыта. Так, при замешивании пластмассы необходимо получить правильную консистенцию. Слишком жидкая масса имеет избыток мономера и быстро вытекает при прессовании - в протезе образуются поры. При избыточно густой массе кювета полностью не закроется, а увеличение давления в бюгеле ведет к разрушению модели, зубов и контргипса. Результат: завышение прикуса, несоответствие окклюзии и утолщение базиса протеза.
Этих недостатков лишена технология холодной полимеризации пластмасс - она позволяет максимально качественно изготовить базис протеза. В технологии нет нагрева до 100OС - в пластмассе не возникает внутренних напряжений, и, соответственно, исключается деформация протеза. Не требуется загипсовка - вместо гипса многократно используется гидроколлоидная дубликатная масса или силикон для дублирования. По сравнению с горячей полимеризацией процесс является чистым и не требует отдельного помещения. Ведущими производителями таких пластмасс являются фирмы Dreve, Heraeus Kulzer, Vertex.
Пошаговый процесс изготовления протеза из пластмасс холодного отверждения методом компрессационной полимеризации выглядит следующим образом.
По полученному слепку из супергипса 3-го класса отливается модель. Перед заливкой супергипс обязательно замешивается сначала вручную, затем - в вакуумсмесителе ВС 1.2М, отличительной особенностью которого является наличие четырех программ с управляемым реверсом. Заливка модели производится на вибрационной дуге двухчастотного вибростолика ВБ 1.1 с регулируемой амплитудой колебаний. 
Пластина базисного воска разогревается до размягчения с помощью фена. 
Воск обжимается на модели для повторения всех индивидуальных особенностей. Избыток воска удаляют скальпелем.
На подобранных по цвету и форме пластмассовых зубах для лучшей ретенции бормашиной наносятся насечки. После установки модели в артикулятор с помощью электрошпателя ЭШ 2.0 производится постановка зубов на воске. 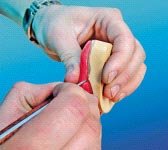 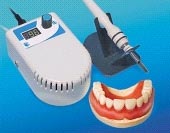
Модель помещается в воду комнатной температуры на 15 - 20 мин. для удаления воздуха из гипса, затем - в разборную кювету, например, фирмы Dreve. 
Кювета заполняется гидроколлоидной дубль-массой, гелином. Аппарат, используемый для подготовки дублировочной массы - АПДМ 4.0 - полностью автоматизированный прибор. Технику достаточно только загрузить массу и установить температуру и время на участках плавления и готовности к заливке.
АПДМ 4.0 позволяет держать готовый к работе гелин под рукой сколь угодно долго, минимально отвлекаясь на его подготовку (через прозрачную крышку проконтролировать заполнение емкости и добавить массу, при необходимости) и, что немаловажно, использовать гелин многократно - контроль температуры массы двумя датчиками, установленными на разных уровнях, исключает ее подгорание. Мощный электропривод миксера способен перемещать даже нерасплавленную массу. Встроенный вентилятор быстро охлаждает расплав до температуры заливки. Кран-дозатор подогревается и масса не застывает в нем между заливками. Максимальная загрузка рабочей емкости - 3,5 литра, что достаточно для выполнения значительного объема работ. 
Заливку кюветы можно производить и дубль-силиконом, однако он дороже и используется однократно.
После отверждения дубль-массы кювета раскрывается, модель извлекается без повреждений гелина. Базисный воск и зубы удаляются с гипсовой модели с помощью пароструйного аппарата. В слепке из гелина, оставшемся в кювете, со стороны воронок прокалываются отверстия для заливки пластмассы и удаления воздуха. В слепок устанавливаются, а при недостаточной ретенции на суперклей вклеиваются зубы. 
Гипсовая модель изолируется Isolat-film или аналогичным средством и аккуратно устанавливается обратно в кювету, кювета закрывается. Далее в нужной пропорции разводится пластмасса. Заливка производится через крайнюю воронку в слегка наклоненную кювету до тех пор, пока масса не появится в двух других воронках. При такой заливке пластмасса полностью заполняет свободное пространство кюветы без образования воздушных пор. Залитая кювета помещается в универсальный полимеризатор ПМА. 
В настоящее время выпускается две модели ПМА для полимеризации пластмасс как холодного, так и горячего отверждения в специальных кюветах или на модели, с водой или без воды. Полимеризация происходит по заданной программе: устанавливается температура и время полимеризации, а по окончании программы выдается звуковой сигнал и на индикаторе появляется сообщение о завершении программы. Сброс воздуха и слив воды производится с помощью разных кранов - можно сбросить давление, не сливая воду. ПМА рассчитаны на установку двух кювет Dreve или одной кюветы Vertex.
Допустимое давление полимеризации ПМА до 6 бар устанавливается редуктором. У большинства аналогичных зарубежных приборов максимальное давление ниже. Более высокое давление позволяет получать пластмассу большей плотности и, соответственно, более высокого качества.
Модели ПМА различаются по сложности и функциональным возможностям.
ПМА 4.0 - более простая модель: температура нагрева может быть установлена до 95OС. Сжатый воздух от внешнего источника подается в камеру через кран, с помощью которого и устанавливается величина давления. 
ПМА можно использовать для отверждения любой пластмассы. Он также незаменим при облицовке ответной части замка в бюгельном протезировании. Отличные результаты получаются при полимеризации облицовочной пластмассы Ivocron и ремонте съемных протезов из отечественных пластмасс - самотвердеющая пластмасса Протакрил под давлением 2 бар становится однородной и по цвету, и по плотности.
ПМА 3.1 предоставляет зубному технику больше возможностей: температура нагрева - до 125OС, а сжатый воздух подается в камеру автоматически через пневмоэлектроклапан. 
Для холодной компрессационной полимеризации в нашем случае используется программа с температурой нагрева 55OС и выдержкой 30 мин., давление 5 бар. Пластмасса получается более плотная, чем при давлении 2 бар, и, следовательно, протез - более качественный.
После охлаждения протез и гипсовая модель легко извлекаются из кюветы вручную, гелин после очистки пригоден для последующего использования. Удаляются литники и протез полируется. Для придания протезу индивидуальных особенностей используются светоотверждаемые красители.
Результат применения качественных материалов и оборудования с соблюдением требований технологии - высококачественные съемные протезы, эстетически удовлетворяющие пациента практически с первого предъявления.
|